




Application of UV light in TOC digestion of ultrapure water in semiconductor industry
TOC affects the purity requirements of ultra-high purity water used by the semiconductor industry to clean semiconductor materials or electronic chips. There are the following more significant impacts:
- Total organic carbon residues in the product will cause the semiconductor material to degrade or fail ;
- Under certain conditions, total organic carbon will undergo oxidation reactions, causing oxidation and corrosion of semiconductor materials, damaging their structure and function.
- When total organic matter remains in the water, it will form tiny bubbles or tiny gas clusters that adhere to the surface of the product, damaging its structure and function.
The principle of ultraviolet light removing total organic carbon in ultrapure water
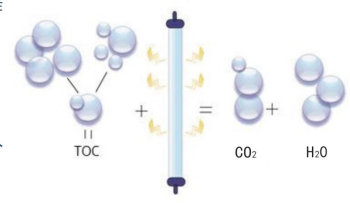
Photolysis : UV photons interact with water molecules, exciting them to generate highly oxidizing hydroxyl radicals (·OH), which can oxidize organic matter in water;
Direct photolysis : high-energy photons directly break the molecular chains of organic matter and decompose organic matter;
Ionization : UV photons break the molecular chains of organic matter, ionize them, and remove them through subsequent ion exchange;
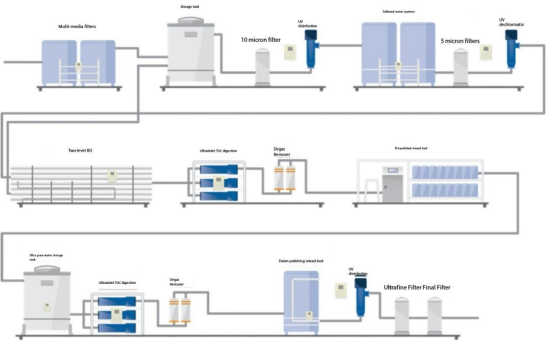
Application and advantages of ultraviolet light to remove TOC in ultrapure water process
High efficiency: UV TOC remover can effectively remove organic matter from water and reduce TOC content.
Environmental protection: No chemical reagents need to be added during the treatment process, avoiding the risk of secondary pollution.
Stability: The equipment operates stably and can work continuously for a long time to ensure the treatment effect.
Small footprint: The equipment has a compact structure and occupies a small area, making it suitable for installation and use in environments with limited space.
Equipment advantages

shell.
Electro-polished 316L stainless steel chambers are available in a variety of configurations to accommodate different flow rates. Optional flange orientations allow the chamber to fit into existing pipe galleries or confined spaces.
UV lamp.
High efficiency, high output lamps are very energy efficient, providing good system performance and reducing power consumption, thus saving operating costs.
Control system.
The controller continuously monitors UV system functions, including safety conditions. Critical and non-critical alarms are generated based on these safety conditions. Critical alarms shut down the UV lamps and drivers. The intuitive 7” touch screen HMI allows the operator to easily configure a variety of settings. The HMI screen displays the status of individual lamps, including detailed parameters.
Modular installation.
Modular rail configuration allows multiple units to be stacked for compact and easily expandable functionality with a reduced footprint.
Advanced control and predictive maintenance.
The user-friendly touch screen interface is easy to use and convenient for operation and monitoring, and can monitor the health of individual lamps and predict whether a lamp will fail. By proactively replacing lamps before failure occurs, general maintenance costs and downtime of the equipment can be reduced.
Technical Parameters
|
Low pressure high intensity UV TOC digestion equipment |
|
| System Features | Low pressure high intensity UV TOC digestion equipment |
| Water treatment capacity | 8-65m³/h |
| Lamp Type | Low voltage high intensity lamp |
| Equipment power | 4kw-30kw |
| Ballast | Electronic ballast, power adjustable |
| Cavity Material | Stainless steel 304/316L |
| Cleaning system | Online mechanical cleaning (not included) |
| Electric control cabinet materials | Carbon steel anti-corrosion/stainless steel 304/316L |
| Monitoring system | Including temperature control and strength detection |
.jpg)



.jpg)
.jpg)